About PTFE Insulated Cable
-
High-Temperature Resistance PTFE (Polytetrafluoroethylene) insulation can withstand extreme temperatures from -200C to +260C, making it suitable for harsh environments.
-
Excellent Chemical Resistance PTFE insulation is resistant to acids, solvents, and corrosive chemicals, making it ideal for industrial and aerospace applications.
-
Superior Electrical Properties Offers high dielectric strength, low capacitance, and excellent signal integrity for high-frequency applications.
-
Moisture & Weather Resistance Non-hygroscopic insulation prevents moisture absorption, making it suitable for marine and outdoor applications.
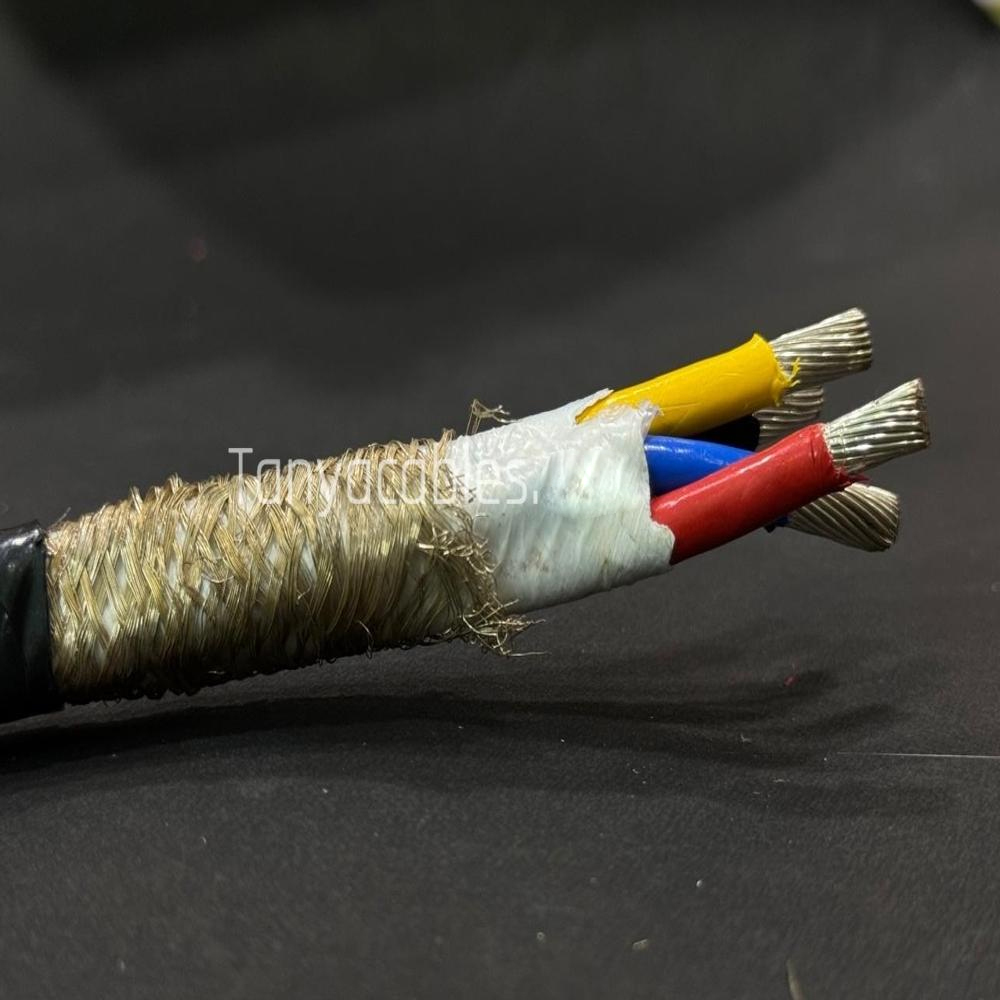
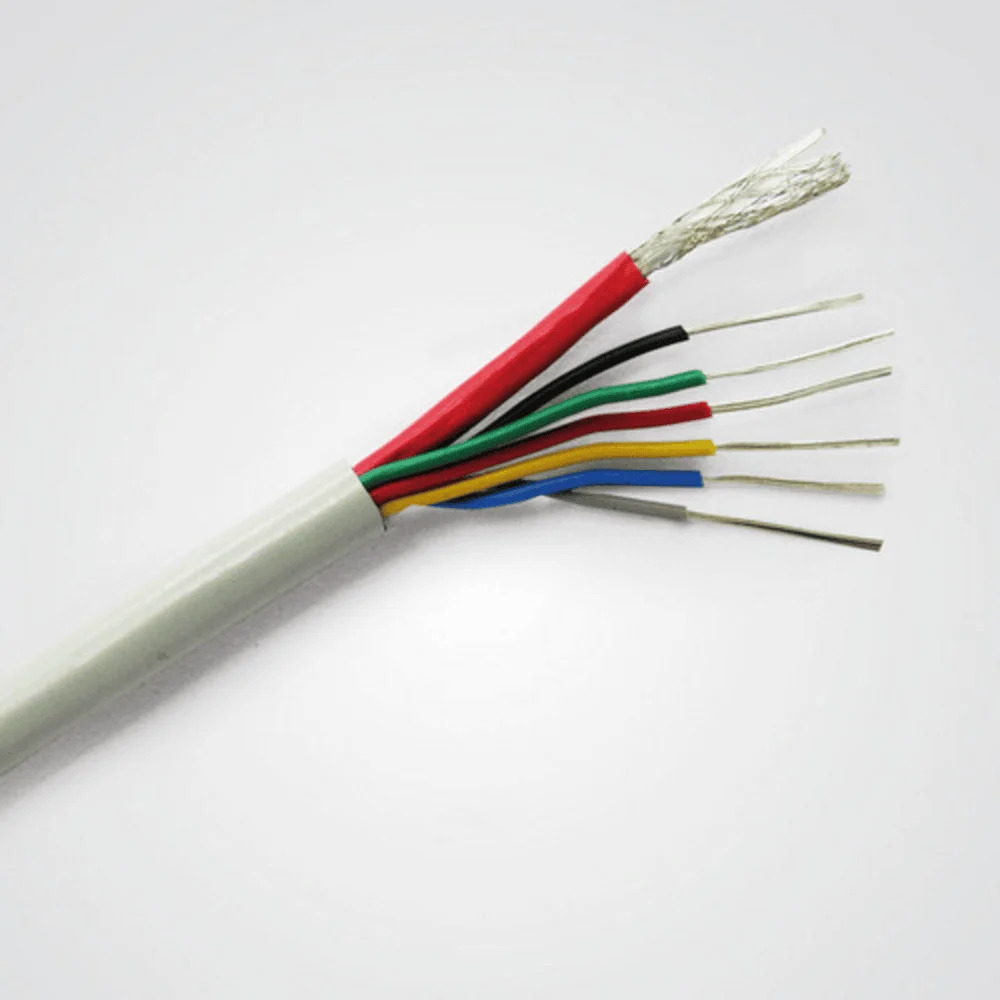
Exceptional Insulation PerformanceThe PTFE insulation provides outstanding electrical resistance, enabling safe and stable operation even under extreme temperatures from -60C up to +260C. This makes it highly suitable for harsh industrial environments where standard cables may fail. Its robust dielectric strength protects against voltage surges, ensuring long-term reliability and safety.
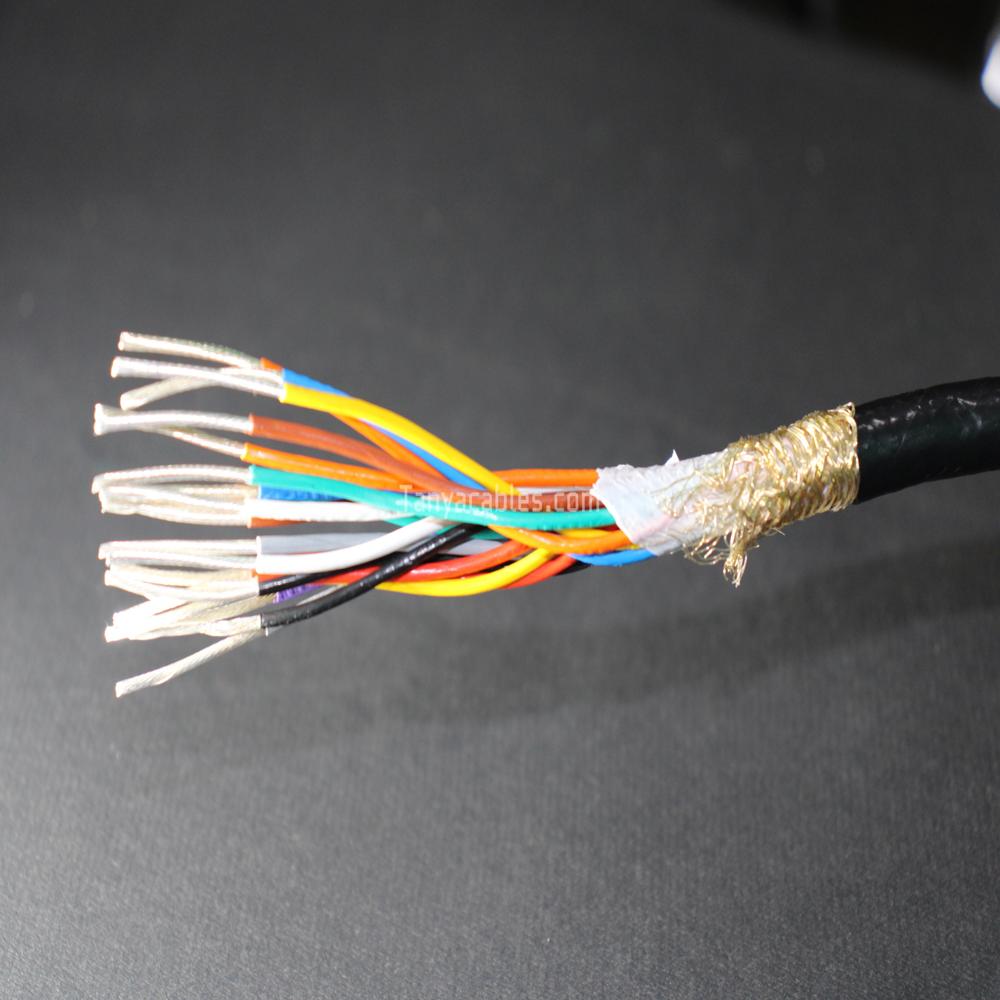
Customized to Your Industrial NeedsUnderstanding varied industrial requirements, we offer cable dimensions, core numbers, and diameters tailored to customer specifications. Whether you need specialized length or core configuration, our PTFE insulated cables provide versatility to match diverse operating conditions and equipment standards.
FAQ's of PTFE Insulated Cable:
Q: How is the PTFE insulated cable used in industrial applications?
A: PTFE insulated cables are commonly used in industrial settings where high temperature resistance and excellent electrical insulation are required. They are suitable for wiring in machinery, control panels, and harsh environments where exposure to chemicals, moisture, or extreme heat is possible.
Q: What are the main benefits of using PTFE as the insulation material?
A: PTFE insulation offers exceptional thermal stability from -60C to +260C, high dielectric strength (up to 3.5 KVAC), and chemical inertness, making the cable durable, safe, and reliable for demanding industrial uses.
Q: When should I choose a PTFE insulated cable over regular cables?
A: Select PTFE insulated cables when your application involves exposure to extreme temperatures, requires superior electrical insulation, or is situated in corrosive environments where standard cables would degrade quickly.
Q: Where are these PTFE insulated cables manufactured and supplied from?
A: Our PTFE insulated cables are manufactured and supplied by reputed exporters and manufacturers in India, ensuring quality and compliance with industrial standards.
Q: What processes ensure the quality and reliability of the PTFE insulated cable?
A: Every PTFE insulated cable undergoes rigorous quality testing, including dielectric strength tests up to 3.5 KVAC, inspection for insulation integrity, and verification of copper conductor quality to ensure each batch meets strict industry standards.
Q: How does the dimension specification cater to different installation requirements?
A: The cable length of 100 meters and customizable diameter/core configuration allow it to adapt to varied installation environments, providing flexibility for both new projects and retrofits in industrial applications.
Q: What is the advantage of having a stranded round copper conductor?
A: A stranded, round copper conductor improves cable flexibility, making installation easier, especially in tight spaces or equipment requiring dynamic movement, while maintaining excellent electrical conductivity.









 Get Latest Price
Get Latest Price
 Send Inquiry
Send Inquiry