About High Temperature Cables
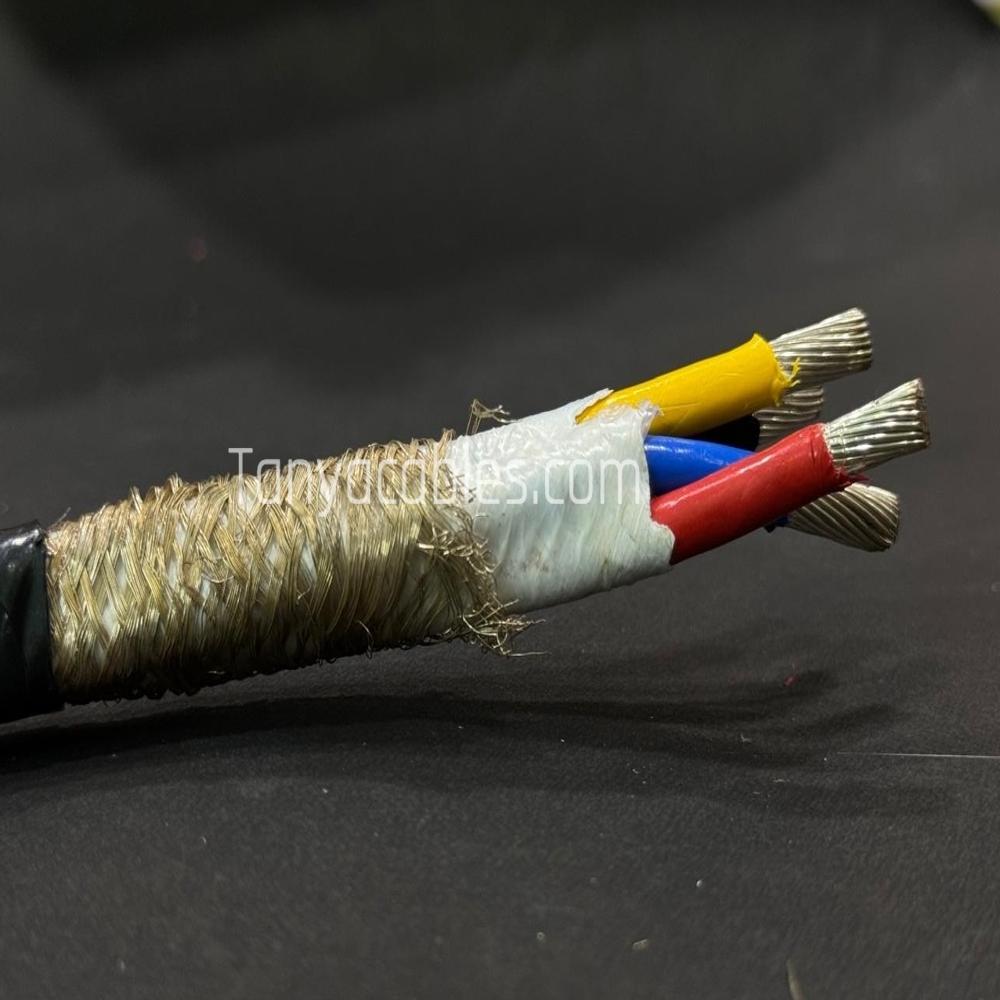
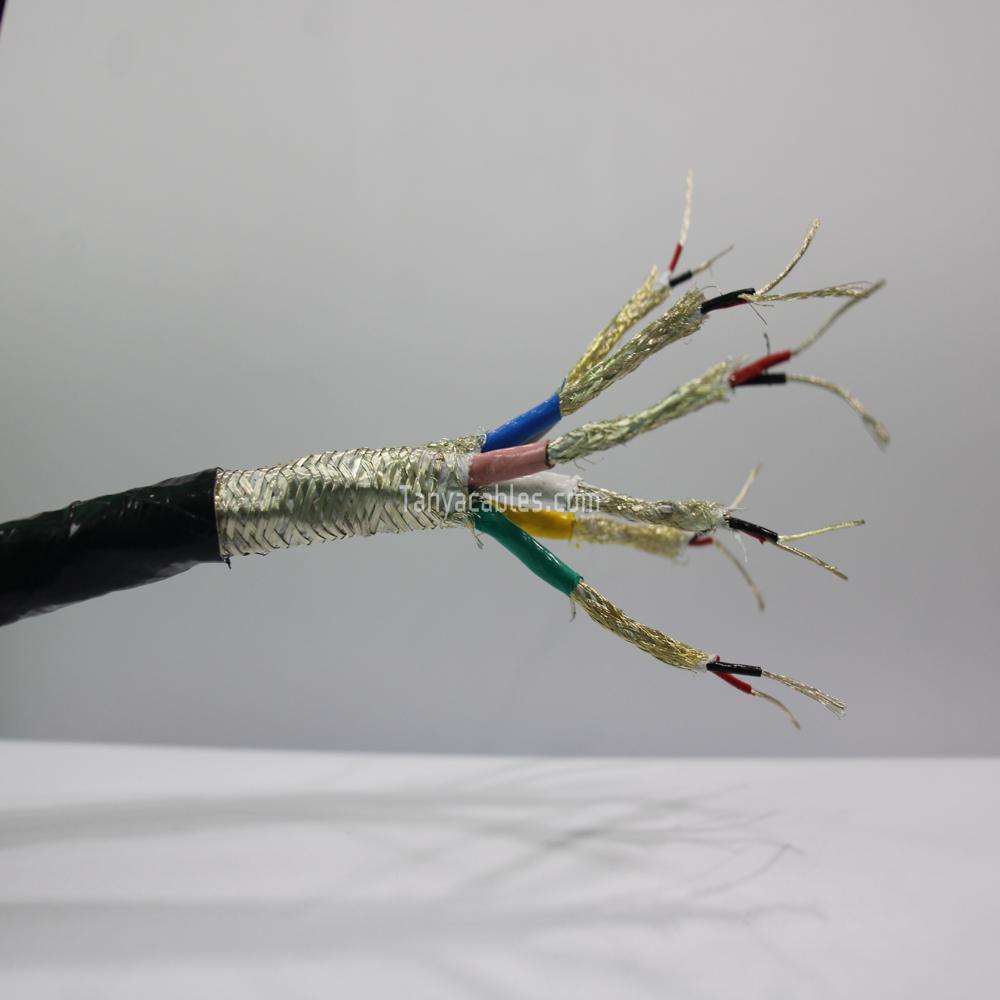
PTFE multicore shielded cables are designed for extreme temperature environments, capable of withstanding temperatures up to 260C. These cables feature multiple insulated cores within a shielded construction, ensuring superior electrical performance, thermal stability, and resistance to chemicals, moisture, and abrasion. The PTFE insulation provides low friction, high dielectric strength, and excellent resistance to fire and harsh conditions, making them ideal for critical applications.
Applications:
- Aerospace & Defense Used in aircraft, satellites, and military equipment for high-temperature and EMI-protected wiring.
- Industrial Automation Suitable for heat-intensive machinery, furnaces, and manufacturing units.
- Oil & Gas Industry Used in drilling rigs, refineries, and offshore platforms where extreme heat and chemicals are present.
- Medical & Laboratory Equipment Ensures precision signal transmission in high-temperature sterilization environments.
- Automotive & Railways Used in engine compartments, sensors, and control systems exposed to extreme heat.
- Power Plants & Nuclear Facilities Reliable for high-voltage transmission and instrumentation wiring.
Durable, heat-resistant, and designed for demanding environments!
Superior Performance in Extreme EnvironmentsDesigned with high-grade conductors and PTFE insulation, our high temperature cables withstand harsh industrial conditions. Their durability ensures stable power delivery in environments exposed to heat or chemicals, making them suitable for critical operations.
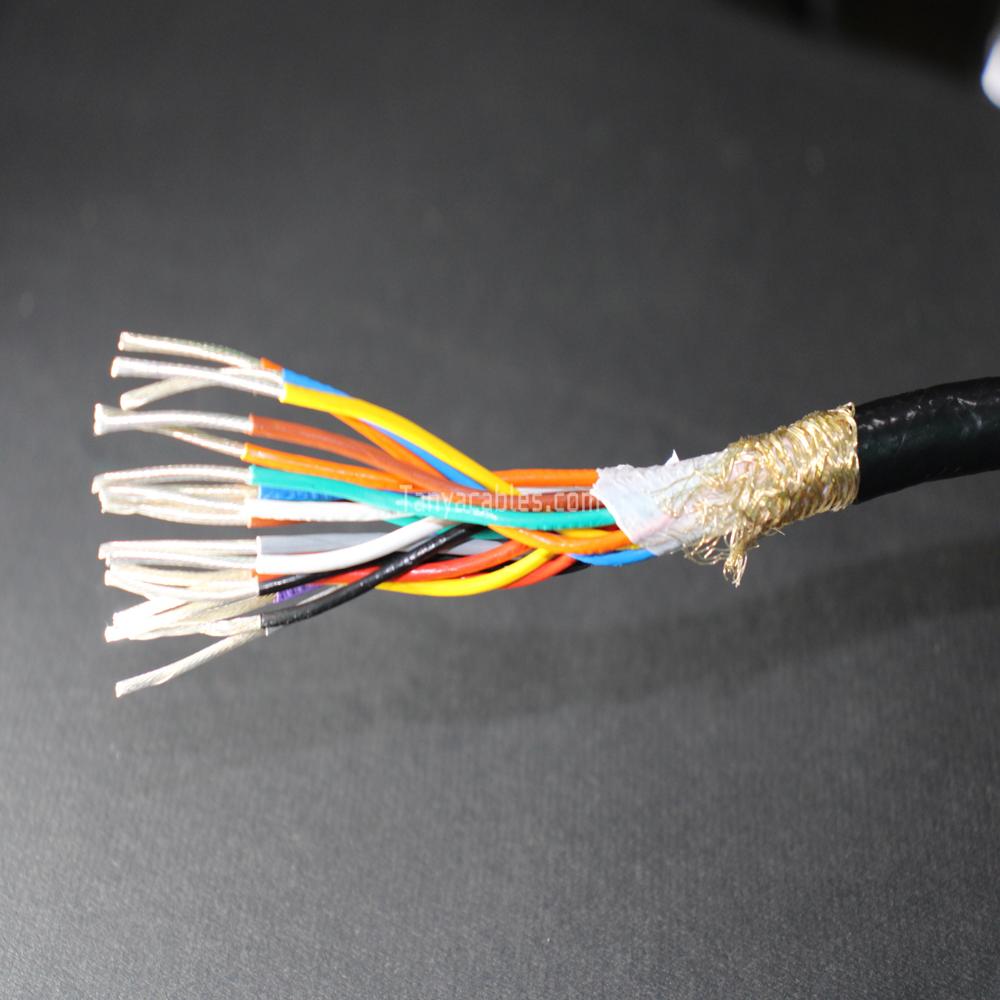
Customizable to Meet Your NeedsThese cables can be tailored in terms of color, core count, conductor material, and diameter as per customer requirements. This flexibility allows you to choose specifications that fit your unique application, ensuring both functionality and convenience.
Ideal for Diverse Power Supply ApplicationsWhether you need cables for single-phase or three-phase systems, our product delivers reliable performance. The 100-meter length is practical for a wide range of power supply setups, and the standard sizing makes integration seamless in many settings.
FAQ's of High Temperature Cables:
Q: How are the high temperature cables customized for different requirements?
A: We offer customization in terms of color, core count, conductor type (BC, SPC, TPC, NPC, or Pure Nickel), and diameter, allowing customers to select specifications that precisely match their application needs.
Q: What materials are used in the construction of these cables?
A: The cables are constructed using conductor materials such as Bare Copper (BC), Silver Plated Copper (SPC), Tinned Plated Copper (TPC), Nickel Plated Copper (NPC), or Pure Nickel. PTFE insulation is used to ensure high temperature and chemical resistance.
Q: When should I consider using these cables for my application?
A: These cables are ideal when your power supply application demands high resistance to heat and chemicals, or when standard cables might degrade under harsh environmental conditions.
Q: Where can these cables be applied?
A: They are suitable for various sectors, including industrial processes, commercial power distribution, or any customized application as per your project's requirements. Their versatility makes them a reliable choice for exporters, manufacturers, and suppliers alike.
Q: What is the installation process for these cables?
A: Installation follows standard procedures for power cables, with considerations for handling PTFE insulation and specified conductor types. We recommend employing professional technicians to ensure compliance with electrical safety standards.
Q: What benefits do these high temperature cables offer?
A: They provide increased durability, safety, and reliability in power supply thanks to premium materials and insulation. Their customizability and resistance to extreme conditions lead to reduced maintenance and long service life.










 Get Latest Price
Get Latest Price
 Send Inquiry
Send Inquiry Call Me Free
Call Me Free